中文 
H
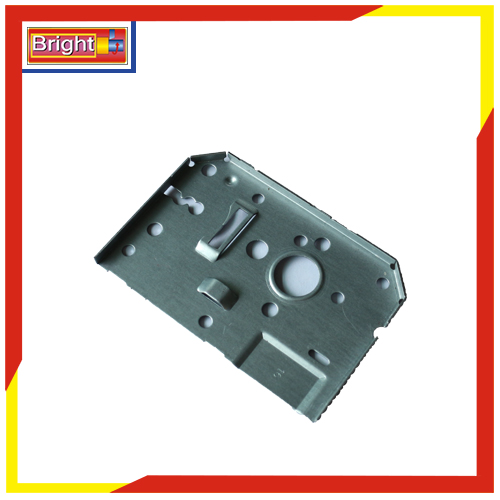
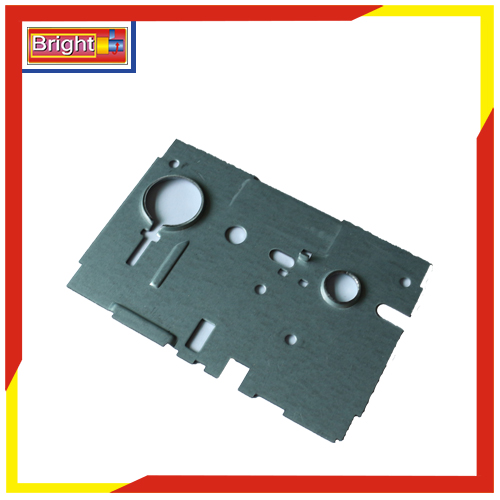
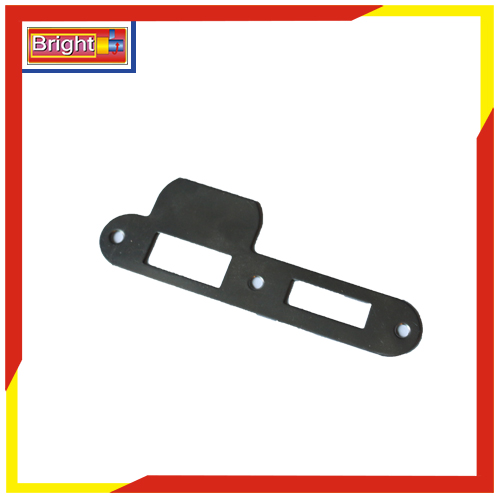
热销产品



















































































H
热点新闻C
联系我们
合理规划工序数量:根据工件的几何形状、尺寸精度和材料性质确定工序数量,在保证质量的前提下尽量减少工序数量以提高效率
模具结构优化:采用级进模、复合模等高效结构,减少工序数量,提高材料利用率
下料顺序设计:先安排大面积冲切下料,再安排小面积冲切,减轻冲裁力对成形的影响
凸模刃口处理:端部修出斜面或弧形以减缓冲裁力,减少翻料和扭曲变形
材质适配性:根据应用场景选择合适的材料(不锈钢301/304、磷铜、铍铜、锰钢等),考虑强度、导电性和耐腐蚀性需求
厚度规格确认:明确材料厚度范围,确保符合设计要求
预处理要求:明确是否需要热处理(如去氢处理)以提高材料性能
精度控制措施:
1、对断面质量和尺寸精度要求高的工件,增加修整工序或采用精密冲裁
2、弯曲半径小于允许值时,弯曲后增加整形工序
稳定性保障:必要时增加辅助工序(如定位工艺孔、变形减轻孔)以提高工艺稳定性
防变形技术:在卸料板上开出容料间隙并加厚压料部尺寸,抑制冲切时产生翻料和扭曲
润滑管理:定期检查导向套和模具润滑状况,确保运行顺畅
表面处理选择:根据应用环境选择合适的处理方式(电镀、抛光、烤漆、阳极氧化等)
特殊功能处理:
防腐蚀要求:采用电泳涂装形成均匀漆膜,延长使用寿命5-8年
导电需求:选择镀镍、镀锌等增强导电性
防锈管理:生产后及时进行防锈处理,仓储中控制环境湿度
定期维护制度:
1、检查冲床转台和模具安装底座,确保同轴精度
2、定时更换模具弹簧,预防疲劳损伤
刃口磨损监控:及时停止使用并刃磨磨损的凸模和凹模刃口
精密检测设备:使用二次元、影像仪等设备进行精密检测
样品验证流程:严格遵循"沟通要求→来图来样→样品生产→确认样品"流程后才批量生产
操作人员要求:严禁酒后上岗,情绪不稳定时需报备
开机前检查:确认模具锁定状态、冲压油及气路系统正常
操作规范:坚持一人一机原则,严禁两人同时操作;使用双手操作模式
异常处理:发生异常时立即按下急停按钮,确保安全后再处理问题
定制化包装方案:
1、易变形部件:使用EPE珍珠棉、吸塑托盘等缓冲材料
2、大型冲压件:采用定制木箱加固并喷涂防锈漆
专业物流选择:与专业物流公司合作,采用减震运输车辆
售后响应机制:建立24小时服务热线,质量问题第一时间响应



 微信扫一扫
微信扫一扫